


Customer Case Studies
Big Data
Big Data infrastructures are revolutionizing the mining industry by enabling data-driven decision-making across exploration, operations, safety, and sustainability.
Data Sources: Include exploration surveys, real-time equipment sensors, processing data, environmental monitoring, and market trends.
Storage & Processing: Cloud-based systems and distributed computing handle large volumes of structured and unstructured data.
Analytics: Predictive models forecast equipment failures, optimize production, and enhance resource discovery. Machine learning refines operational processes.
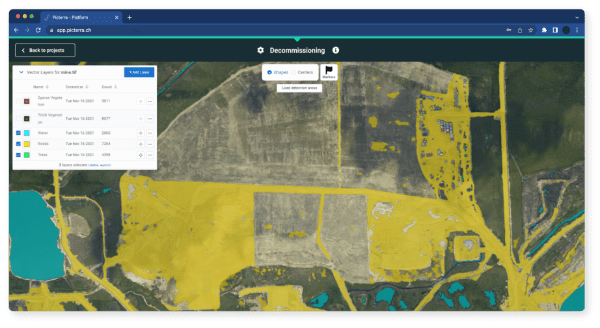
Visualization: Dashboards and 3D models simplify complex data for actionable insights.
Key Benefits:
Efficient Exploration: Improved resource discovery through integrated geological data analytics.
Optimized Operations: Real-time process adjustments for better performance.
Predictive Maintenance: Proactive repairs reduce downtime.
Enhanced Safety: Real-time hazard detection and personnel tracking.
Environmental Sustainability: Data-driven resource use and emission monitoring.
Cost Savings: Lower operational costs through efficiency gains.
Big Data empowers mining companies to improve productivity, reduce risks, and ensure sustainable operations.